
Aluminum Anodizing
An electrolytic oxidation process in which the surface of aluminum is usually transformed into a layer of oxide film, which has protective, decorative and some other functional characteristics.
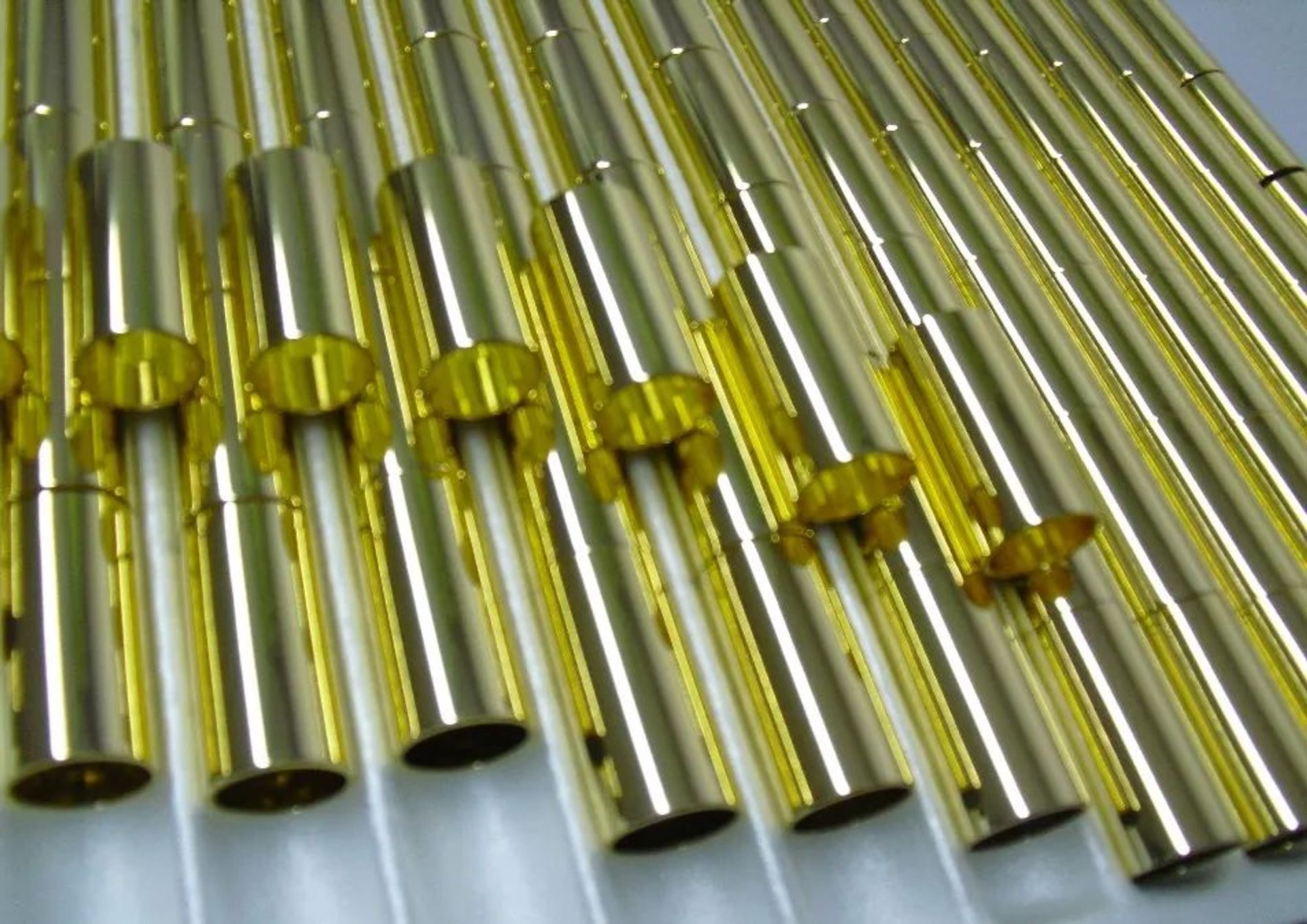
(Aluminum parts lipstick, from the packaging home boutique exhibition hall)
The role of anodic oxidation: 1, increase the corrosion resistance of aluminum parts, the passivation of the oxide film, can prevent further oxidation of the surface of aluminum parts, thus playing a protective role; 2, increase the hardness of aluminum parts, the hardness of the oxide film is three times that of pure aluminum, while increasing the wear resistance of aluminum parts. 3, easy to color, sulfuric acid oxide film is porous type, easy to make dyeing solution penetrate the membrane pores to occur chemical or physical action, dyeing into Various bright colors.
The principle of aluminum anodic oxide film dyeing
Due to the high porosity of anodic oxide film, it has strong adsorption capacity and is easy to dye. The dyeing method is to impregnate the anodized aluminum workpiece in a solution containing dyes immediately after cleaning, and the pores of the oxide film are dyed with various colors due to the adsorption of dyes.
Since this method is fast, bright, and easy to operate, and the dyestuff can be firmly attached to the pores of the film by sealing the pores after dyeing, it improves the anti-corrosion ability and anti-fouling ability of the film layer as well as the ability to maintain beautiful color, so the dyeing method has been rapidly developed and widely used.
The color of an object is determined by the wavelength of reflection of light incident on the object, and therefore varies according to the light incident on the object, the surface condition of the object, and the recognition of the observer.
The aluminum anodized film itself is transparent, and the incident light is not only reflected on the surface of the anodized film, but also improves the reflection of the anodized film on the surface of the aluminum substrate, becoming a complex light into the eye of the observer.
There is also aluminum by stamping, its surface is directional concave and convex phenomenon. And due to the different incident direction and perspective of the incident light, its color will also change.
(1) Different brightness and haze of the product surface, when using the same kind of dye, the product surface will show different visual effects.
Product bright haze effect
(2) After the oxide film is formed, the coloring can be done according to the customer’s different needs for the product color.

Product coloring diagram
The columnar pores of the oxide film are easy to absorb dye molecules, which can significantly change and improve the appearance and usage performance of aluminum products, and further improve the decorative and protective effects of aluminum products. Anodic oxide coloring can be produced in all colors available in PANTONE® except white and gradient colors.
(1) The anodic oxide film obtained from aluminum in sulfuric acid solution is colorless and porous, so it is most suitable for dyeing.
(2) The oxide film must have a certain thickness, more than 3μm for light-colored products and more than 8μm for dark-colored products.
(3) The oxide film should have certain loose holes and adsorption, so the hard oxide film is not suitable for dyeing.
(4) The oxide film should be complete and uniform, and there should be no scratches, sand eyes, point corrosion and other defects.
(5) The film itself has a suitable color, and there is no difference in metallographic structure. When the content of silicon, magnesium, manganese, iron, copper and chromium in the alloy composition is too high, it will often cause the oxide film to be dark and produce a change in tone when dyeing.
(1) The adsorption of organic dyes is divided into physical adsorption and chemical adsorption. Adsorption of molecules or ions in an electrostatic manner is physical adsorption; adsorption in a chemical manner is called chemisorption. Inorganic dyes obtain a limited range of colors and are not bright enough, but are resistant to temperature and sunlight, and therefore have certain unique uses.
(2) There is a wide range of organic dyes that can be used for anodic oxide films that need to have the following conditions.
a. Considering the cost and ease of use, the production is generally dyed in aqueous solution of organic dyes. Therefore, dyes that are insoluble in water should not be used.
b. Considering the color, sunlight resistance and fastness after dyeing, dyes that change color easily under light should not be used.
c. Because the pore wall of the oxide film is electropositive, anionic dyes with negative charge are preferred.
(1) Among the seven colors, there are three basic colors that cannot be mixed with any other colors. They are red, yellow, blue, known as the three primary colors. They can be blended with each other to produce other colors, so the three primary colors are called the first color.
(2) the three primary colors in any two colors for equal mixing and the resulting color for the inter-color. That is, orange, green, purple, they are called the second color. Such as orange = red + yellow, green = yellow + blue, purple = red + blue.
(3) the original color and the inter-color or two inter-color blending and the resulting color is called compound color. Compound color for the third color, such as
yellow gray = orange + green,
red gray = orange + yellow,
blue gray = purple + green.
(4) complementary colors are also known as complementary colors. One of the three primary colors, and the other two primary colors mixed with the inter-color, that is, each other for the complementary color relationship, such as red (primary color) and green (inter-color) for the complementary relationship, that is, red and green for the complementary color. Complementary two-color mutually exclusive, color matching should be noted.
(5) dyeing blending color combination, must use the same type of dyes. Only dyeing affinity, diffusion, firmness, sunlight resistance and other properties of similar dyes can ensure good dyeing quality.
(6) When dyeing with mixed dyes, the dyeing solution composition is prone to change because of the different speed of dye adsorption by the film layer, so quantitative compensation should be made according to the actual color change rule.
(7) The number of mixed dyes should be as few as possible when color matching, generally using two, at most three, to avoid complicated process changes and inconvenient mass production.
(1) Dyeing tank: Most of the dyeing tanks are made of water-soluble organic dyes, because part of the metal ash will react with the dyes, so the dyeing tanks are generally made of PP material.
(2) Heater: We should use acid resistant material which can’t react with dyeing solution, usually we use PVC outer cover heating pipe.
(3) Mixer circulation: To keep the temperature and concentration in the dyeing tank even, the dyeing tank is stirred and sometimes filtered with a filtering device in order to get rid of the granular dirt.
(4) Exhaust: sometimes to heat up the solution in the dyeing tank, it is necessary to install an additional exhaust device.
(1) Training of dyeing technician: to use the naked eye to carry out color matching must have the ability to observe and identify the standard sometimes sample. To regular physical training, do not produce excessive judgment errors.
(2) Use of standard color sample (color water plate): We will choose a basic color plate in consultation with the customer and keep it as the base color. Then make a few copies for on-site color matching and color mixing. If the color plate for inspection is used repeatedly on site, the surface of the film may be contaminated by the tank liquid, so it is necessary to renew the color plate periodically.
(3) Standardize the marking of color water plate: color water plate should have clear name and number to prevent wrong use.
(4) The criteria of color water judgment: bright mist, base color, shade.
(5) The effect of light source conditions on color: different light sources of aluminum parts will show different base colors, so the standard D65 light source should prevail in judgment. When multiple batches of multiple parts are produced, the color should be kept basically the same.
(1) The pH value has a great influence on the affinity between dyeing and anodic oxide film, most of the dyes have a pH value between 5 and 7, refer to the physical properties table of dyes.
(2) Most of the dyes are dyed at room temperature, while special dyes need to be dyed at 30℃~40℃.
(3) Dye concentration exceeding the specified value is neither economical nor effective, so quantitative compensation is used in the process.
(4) With the tank: when the dyestuff is not fully dissolved, there will be colored spots, filtering when necessary.
(1) If it is subjected to nitric acid or sulfuric acid impregnation without sealing the hole, fading will occur. This fading method has almost no effect on the oxide film and can be dyed after washing.
(2) After anodic oxidation in a sink for a long time, it will be difficult to dye, and can be activated by nitric acid solution and then re-dyed, and the un-dyed products need to be stored in a weakly acidic pure water sink.
(3) After anodizing, the workpiece must be cleaned thoroughly with running water. Especially at the slits and blind holes of the workpiece to avoid residual acid and alkali from slowly emerging from the surface, resulting in flowering and acid spitting.
(4) Most of the dyestuff will show the change of base color after sealing and drying. In actual production, we should catch the amount of its change and determine the color and shade when dyeing.
(5) Adequate stirring is required when dyeing large areas to prevent uneven dyeing.